Le système de direction présent sur les trois précédentes versions d’EcoMOTION était composé de tringles d’aluminium avec une rotule à chaque extrémité. Ces tringles étant reliées à des leviers à l’avant du proto et au bras oscillant directionnel arrière.
Ce système présentait plusieurs problèmes :
– La direction présentait un certain jeu ce qui obligeait le pilote à constamment corriger la trajectoire afin de conserver le cap.
– Le mouvement de certains renvois utilisés pouvait toucher la coque. Les tiges posaient également quelques problèmes d’interférences avec le siège.
– Les tringles présentaient un souci de flambage.
-Le bras de levier n’était vraisemblablement pas choisi de manière optimale ce qui pouvait jouer un rôle au niveau du rayon de braquage.
Pour toutes ces raisons nous nous sommes lancés dans la réalisation d’une toute nouvelle direction.
Il m’a été demandé ainsi qu’à Kévin, de réaliser une direction à commande hydraulique afin de remplacer le système existant.
L’idée de ce projet était d’utiliser des vérins afin de remplacer les tringles de l’ancien système. Nous devions toutefois conserver les deux leviers présents à l’avant du proto.
Nous avons choisi d’utiliser des vérins pneumatiques:
-
Les plus
- Poids minimum
- Moins encombrant
-
Les moins
- Ce ne sont pas des vérins hydrauliques…
- Pas de service de réparation
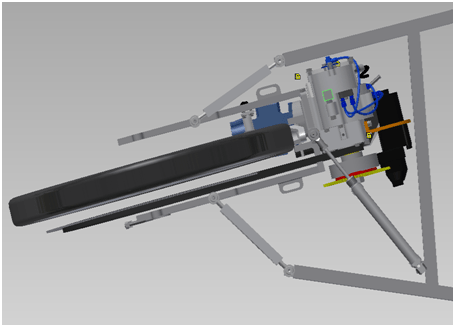
Nous avons commencé par nous lancer dans une analyse du système au moyen du logiciel Inventor dans le but de trouver le nombre de vérins à utiliser, leurs dimensions et bien entendu leur position sur le proto.
Nous avons finalement choisi d’utiliser 3 vérins de diamètre 16mm et de course 100mm. Il nous paraissait logique d’utiliser un vérin pour chaque levier ainsi qu’un troisième vérin situé à l’arrière du proto, dans le but de mettre en mouvement la roue arrière qui est la roue directrice.
Ensuite, nous avons choisi arbitrairement un diamètre de 16mm qui nous semblait être un bon compromis en résistance et encombrement.
Enfin, nous avons calculé la course idéale pour avoir un rayon de braquage optimal en fonction de la course disponible au niveau des leviers.

Problèmes rencontrés
Malheureusement nous avons du faire face à un gros problème. Une fois le système correctement purgé, des bulles d’air continuaient à apparaitre.
Nous avons donc dû identifier les causes de ces apparitions et tenter de les résoudre.
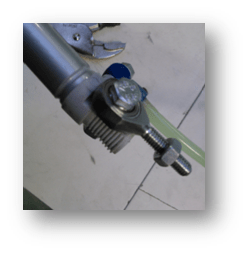
En premier lieu, nous avons placé le système dans une bassine remplie d’eau afin de rechercher d’éventuelles fuites d’air. Nous avons rapidement pu mettre hors de cause les raccords présents sur les vérins qui étaient parfaitement étanches.
Nous avons finalement pu conclure que les raccords rapides en matière plastique utilisés au niveau des vannes, n’étaient pas très fiables. Nous les avons alors remplacés par des raccords en laiton bien plus solides et étanches.
Malgré cela, on s’est aperçu qu’en manipulant les vérins des bulles d’air apparaissaient et disparaissaient de manière inexplicable. Nous avons alors pensé à de la cavitation.
En effet les bulles d’air semblaient se former directement dans le liquide uniquement lorsque que nous tirions sur les tiges.
Solutions apportées
Nous avons d’abord essayé de monter le système sur le proto et de le faire fonctionner en poussant les tiges, jamais en les tirant.
Tout fonctionnait à merveille mais le mouvement n’était pas vraiment naturel pour le pilote. Nous avons donc décidé d’aller plus loin et de passer à un système à 4 vérins afin d’équilibrer les forces entre les vérins, pour éliminer le problème de cavitation et pour équilibrer les volumes contenus dans les vérins.
Implantation sur le prototype
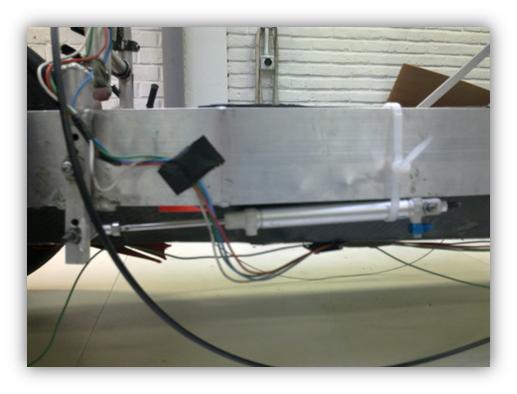
Nous avons fait souder deux équerres en aluminium sur le châssis et avons utilisé des rotules afin d’y fixer l’arrière des vérins. L’avant des vérins est fixé aux leviers à l’aide de rotules au niveau de leurs tiges. Ce système de fixation possède plusieurs avantages :
– Il est économique
– Il nous permet d’ajuster la position des vérins à l’aide des écrous.
– Les rotules permettent une certaine liberté des vérins ce qui reprend les éventuels efforts.

L’étude de la position du vérin arrière a été plus compliquée. En effet, nous ne disposions pas de beaucoup d’espace à l’arrière du proto.
Par chance, une patte de fixation était déjà soudée sur la partie arrière du châssis et elle convenait parfaitement pour l’implantation du troisième vérin. Nous avons donc décidé de fixer la partie arrière du vérin à cette patte en ajoutant juste une entretoise d’aluminium que nous avons percé et taraudé afin d’obtenir une épaisseur supplémentaire entre le vérin et la patte.
Nous avons ensuite étudié l’endroit où nous allions fixer la tige afin d’obtenir un mouvement symétrique de la roue arrière.
Par chance, le bras oscillant devait justement être usiné à nouveau. Il a été décidé d’ajouter une partie d’aluminium supplémentaire directement sur le bras que nous avons ensuite percée et taraudée pour y fixer directement la tige du vérin.

Une fois la position des vérins déterminée, il ne nous restait plus qu’à placer les différents tuyaux, découpés à la longueur adéquate, les différents raccords et joints que nous avions pour ensuite insérer le liquide dans le circuit.
Au vu de la difficulté à purger le système nous avons décidé de remplir les vérins immergés de nouveau dans une bassine entièrement remplie d’eau pour éviter toute entrée d’air.
Nous avons également agrandi les alésages situés au niveau des entrées/sorties des vérins afin d’obtenir un débit légèrement supérieur, ce qui a facilité la manipulation des vérins.
Tout n’est pas encore parfaitement fonctionnel, mais nous continuons à éliminer les problèmes les uns après les autres.
Paul.



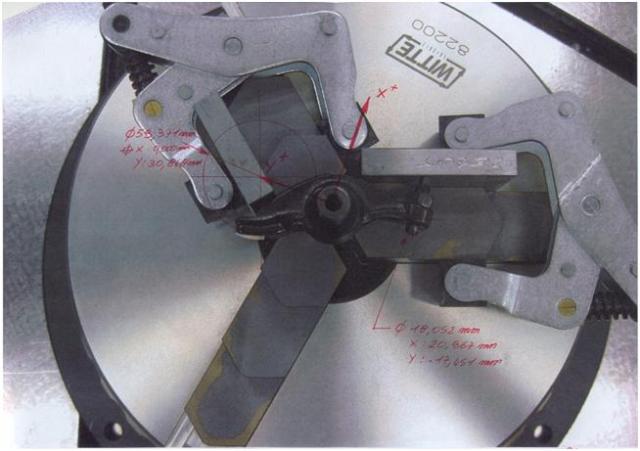
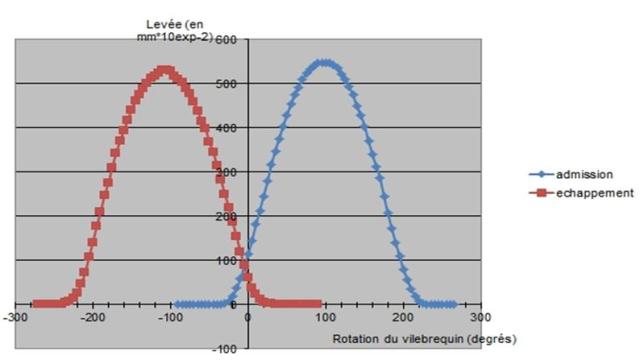
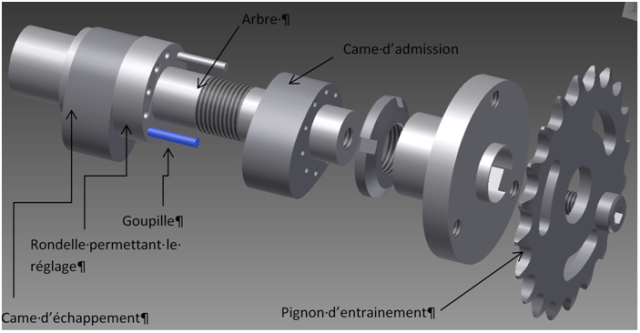
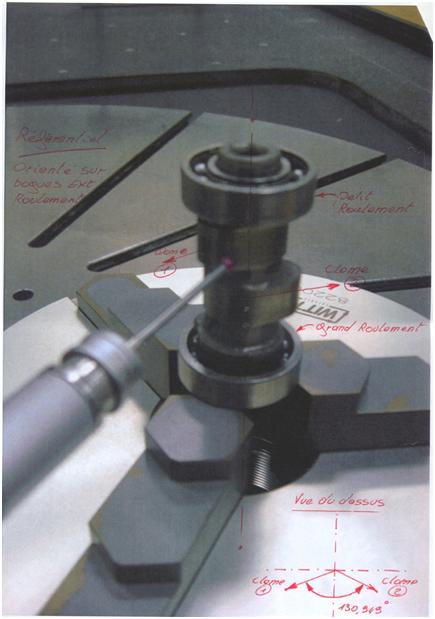 Mesure d’angle sur l’arbre à came d’origine:
Mesure d’angle sur l’arbre à came d’origine:





 .
.










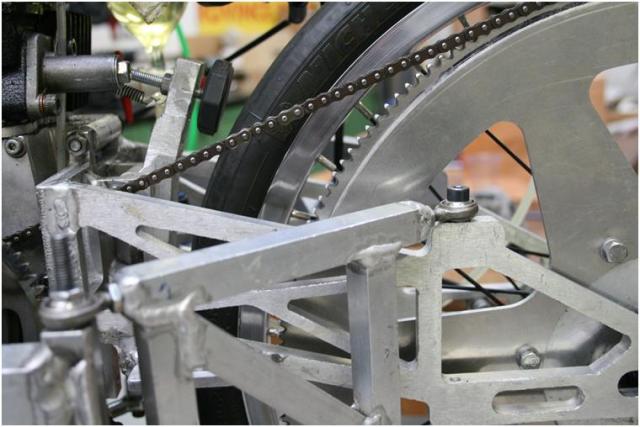
 Nous avons étudié un autre type de frein qui consiste à agir directement sur la bande de roulement du pneu. Nous pouvons donc monter une couronne plus grande et l’efficacité du frein devrait être accrue en raison du haut coefficient de frottement existant entre le patin du frein (caoutchouc) et la bande de roulement du pneu. De plus, ce frein est mécanique, cela ne nécessite pas de purge de circuit hydraulique.
Nous avons étudié un autre type de frein qui consiste à agir directement sur la bande de roulement du pneu. Nous pouvons donc monter une couronne plus grande et l’efficacité du frein devrait être accrue en raison du haut coefficient de frottement existant entre le patin du frein (caoutchouc) et la bande de roulement du pneu. De plus, ce frein est mécanique, cela ne nécessite pas de purge de circuit hydraulique.