Voir notre page « EcoMOTION et les media »

Pages et Articles Phares

Voir notre page « EcoMOTION et les media »

Nous voici de retour de Rotterdam où a eu lieu du 15 au 18 Mai derniers le European Shell Eco Marathon.
Nous sommes arrivés sur l’événement lundi 12 mai avec un prototype relativement bien préparé, ce qui nous a aidés à passer le contrôle technique du mardi comme une fleur, sans le moindre problème, et donc sans la moindre perte de temps.

Mercredi, jeudi et vendredi matin, nous avons pu réaliser de bons essais (pour une fois, il ne pleuvait pas!), ce qui a permis à Isabel de faire connaissance avec le nouveau circuit (il tourne dans le sens contraire de l’an dernier), et d’enregistrer des données avec le système embarqué. Isabel a ensuite exploité ces données pour mettre au point sa stratégie de course (vitesses d’arrêts et démarrages, vitesses de passage en virage, etc…), et l’équipe technique pour vérifier les cartographies moteur.
Tout était fin prêt pour les quatre runs de la compétition proprement dite, qui devaient prendre place vendredi après midi, samedi et dimanche matin.

Si nous avons commencé par gaspiller deux runs (une perte du faux maillon de chaîne de transmission et une baisse de pression d’injection à cause d’un raccord défaillant du circuit d’air comprimé), nous avons pu, samedi, en faire un troisième correctement, avec un résultat de 960 km/l. Pas mal mais insuffisant par rapport à nos attentes: nous avions fait mieux l’année précédente avec 1060 km/l, pas de raison de ne pas dépasser ce chiffre avec un proto amélioré.

Après une ultime réunion destinée à voir sur quels points jouer pour grappiller des kilomètres, l’équipe travaillera toute la soirée de samedi à peaufiner la mécanique, tout vérifier pour que le quatrième et dernier run du dimanche se déroule dans les meilleures conditions. Et ce fut le cas! Le proto a tourné comme une horloge, Isabel a bien piloté, sans rencontrer le moindre problème.

Seule ombre au tableau: la performance, qui est passée de 960km/l à … 961 km/l ! Plus que la déception, c’est l’étonnement, l’incompréhension qui suit ce résultat. Nous étions persuadés d’avoir un proto plus performant, nettement mieux au point que l’an dernier. Grâce aux évolutions de Gérald, les passages du moteur au banc d’essais nous promettaient un gain entre 15 et 20% en rendement. Or nous réalisons une performance inférieure! C’est pour le moins bizarre. Nous décortiquerons les données enregistrées pour trouver une explication!
Quoiqu’il en soit, les étudiants peuvent être fiers de leurs travaux de l’année. EcoMOTION 4 est bien plus abouti que son prédécesseur. La direction, les freins fonctionnent mieux. La coque remplit mieux sa tâche. Son moteur tourne maintenant selon le cycle de Miller, et il est équipé d’un arbre porte cames qui rend la distribution plus évolutive. C’est une très bonne base de travail pour l’an prochain. Améliorer le score, c’aurait été la cerise sur le gâteau, cela aurait récompensé tout le monde. Qu’à cela ne tienne: nous découvrirons ce qui a mal fonctionné, ainsi nous aurons peut être droit à deux cerises l’an prochain !
Toute l’équipe remercie les partenaires du projet, toutes celles et ceux qui l’ont aidée à réaliser des améliorations conséquentes sur EcoMOTION. Sans eux, rien n’aurait été possible!
Le nouveau diagramme de distribution que nous avons élaboré a une influence négative sur le taux de compression: il le diminue.
Afin de conserver un taux de compression correct (ce qui a une grosse influence sur le rendement moteur), il nous faut augmenter son rapport volumétrique. Pour cela, il faut diminuer le volume de la chambre quand le piston est à son Point Mort Haut. Afin de diminuer ce volume, il avons dû réaliser deux choses:
1) Découper dans une tôle d’aluminium une « semelle » nous permettant de descendre le bloc cylindre et la culasse de 2 mm.
C’est Mr Fabien Cadet, de JOALAR, notre partenaire pour les découpes, qui a réalisé pour nous la plaque par découpe jet d’eau, un grand merci à lui!
Une photo de ladite plaque montée sur le moteur, en dessous du bloc cylindre et qui permet une étanchéité entre celui ci et le carter:

La machine permettant de découper des tôles avec un jet d’eau et de sable coupe sous une pression de près de 4000 bars!
2) Usiner la tête de piston afin qu’elle n’interfère pas avec la culasse et ne touche pas les soupapes.
Voici une image de la tête de piston après usinage(à droite):

C’est notre professeur d’usinage, Mr Jean-Michel Neven, qui s’est chargé de faire cela pour nous sur le tour de l’école.
Il a également usiné les boutonnières dans le pignon d’entraînement de l’arbre à cames à Technifutur. Elles ont été réalisée par électroérosion par fil. Voici le résultat:

Egalement merci à lui!
Gérald
Après avoir finalisé les plans du nouvel arbre à cames (https://team-ecomotion.com/2014/03/03/technique-moteur-cycle-de-miller/), nous avons pu faire réaliser notre arbre à cames par Mr Attila Ivanszky.
Passionné de mécanique et bricoleur dans l’âme, il fabrique dans son petit atelier des motorisations miniatures. Voici une de ses nombreuses réalisations: (oui, c’est un petit moteur Stirling!)

Il travaille actuellement sur la reproduction à l’échelle d’un moteur V12, voir par exemple : http://www.usinages.com/modelisme/rolls-royce-merlin-v12-echelle-t42350-90.html
Notre arbre comporte des portées de roulements, des rainures de clavettes, un filet extérieur pour le serrage de la came, des trous de lubrification et un filet intérieur pour la fixation du support du pignon d’entraînement. Cela implique des tolérances serrées et nécessite des machines d’une certaine qualité.
Pour cela, il a utilisé un tour de précision et une fraiseuse 3 axes avec lecture numérique:


Voila ce que ca donne une fois terminé: à gauche l’arbre à cames d’origine, et à droite l’arbre porte cames réalisé par Attila

Il a également réalisé pour nous la petite flasque de réglage:

Pour cette pièce se posait un problème de concentricité entre l’alésage central et le diamètre sur lequel les perçages de goupilles sont situés. Pour respecter la tolérance que l’on s’était imposé il a fallu effectuer une mise en position précise.
Voici donc les trois pièces ensemble:
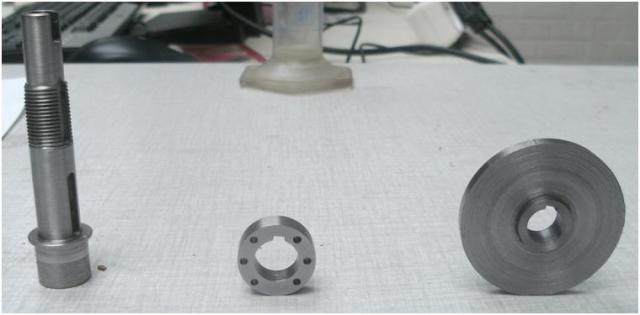
Un tout grand merci à lui pour son expertise et sa participation à la réalisation de mon projet!
Gérald
… ce samedi 26 avril à l’occasion des journées portes ouvertes de notre école. Entre 9.30 et 16.00 heures, vous y verrez (entre autres) l’équipe occupée à finaliser sa préparation !
Infos pratiques:
Haute Ecole de la Province de Liège
14 rue de la loi
4100 Seraing
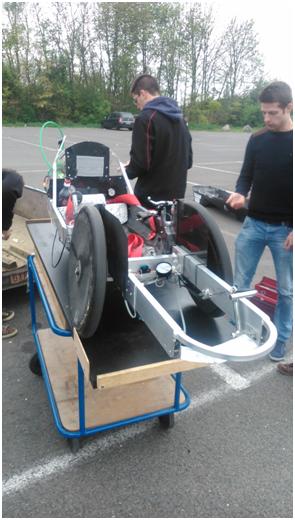 Le weekend dernier, nous nous étions donné rendez vous pour une première séance d’essais. Le but était de vérifier certaines nouveautés, comme la direction et les freins. Résultats plutôt positifs…
Le weekend dernier, nous nous étions donné rendez vous pour une première séance d’essais. Le but était de vérifier certaines nouveautés, comme la direction et les freins. Résultats plutôt positifs…

Cliquez pour lire la vidéo:


En parallèle avec les travaux de Gérald concernant la « Millérisation », d’autres ont continué à travailler sur la chasse aux frottements internes du moteur.
Fin 2013 nous avons procédé au traitement du piston qui a été recouvert de Teflon (voir https://team-ecomotion.com/2014/02/15/moteur-revetements-et-modifications-du-systeme-de-lubrification/ )
Mais d’autres pièces peuvent également bénéficier de traitements antifriction, et nous avons décidé de traiter en DLC (Diamond Like Carbon) les culbuteurs, certains segments et l’axe de piston
La filiale METAPLAS du géant industriel SULZER a très gentiment accepté de procéder pour nous au traitement de ces pièces ! Mais avant cela, ils nous ont demandé de leur fournir la composition chimique exacte des pièces à recouvrir, que nous ne connaissions malheureusement pas.
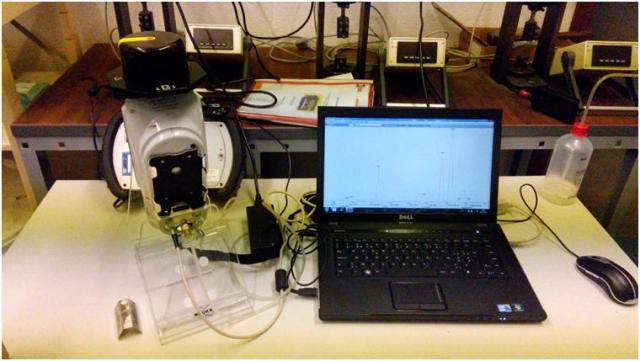
Nous avons de nouveau pu compter sur l’aide précieuse de notre partenaire le CRM (Centre de recherche métallurgique), qui a analysé les pièces par Fluorescence X.
La technique est de mesurer la différente longueur d’onde grâce à des rayons X. Concrètement, des rayons X sont envoyés sur la pièce. Les électrons des différents molécule sont excités (Apport d’énergie) et donc passent à la couche électronique suivante. À cette étape, il y a une diffraction du rayon, celle-ci est captée par la machine et analysé.
Et voici les pièces après traitement:

Un tout grand merci à Monsieur Jochen Baumhauer de Sulzer (http://www.sulzer.com/en/Products-and-Services/Coating-Services/DLC-Coatings )
Ainsi qu’à Fabrice Laffineur et Paul Wouters du CRM ( http://www.crmgroup.be/) !
 Une équipe de la RTBF est venue nous rendre une petite visite.
Une équipe de la RTBF est venue nous rendre une petite visite.
Voir la page https://team-ecomotion.com/les-media-parlent-de-nous/
Nous l’avons dit, fonctionner en cycle de Miller revient à modifier le temps d’ouverture de la soupape d’admission (Voir l’article « Technique moteur : Le cycle de Miller »). Dans notre cas, cela n’est possible qu’en modifiant le profil de la came. Le profil de la came étant défini par la loi de levée de la soupape et la géométrie de la distribution.
Les éléments qui constituent la distribution contribuent à la respiration du moteur. C’est à dire qu’ils régulent les quantités de gaz frais admis dans la chambre de combustion et l’évacuation de ceux ci par le conduit d’échappement tout en maintenant l’étanchéité du cylindre dans la phase de compression. La distribution a une influence importante sur les performances et le niveau de pollution du moteur et elle est, de nos jours, conçue en fonction de ces deux contraintes.
Il existe beaucoup de types de distribution et ceux-ci ont évolué au cours du temps.
Notre moteur est doté d’un simple arbre à cames en tête (cad qu’il se situe dans la culasse qui est la partie haute du moteur) , entrainé par la chaine de distribution engrenée par le vilebrequin. Il possède deux cames dont les sommet sont dits « calés » à 90° après le Point Mort Haut pour l’admission et 112,5° avant le PMH pour l’échappement.
Il comporte une chambre de combustion hémisphérique, car celle ci permet un échange de chaleur réduit par rapport aux autres formes de chambres également utilisées ( en coin, cylindrique, en toit,…).
Il comporte deux soupapes, une pour l’admission, une pour l’échappement, disposées en V dans la culasse, procurant un bon remplissage.
Et utilise une commande de soupape dite par basculeurs, ou culbuteurs.
Voici un schéma de la commande des soupapes par culbuteur:
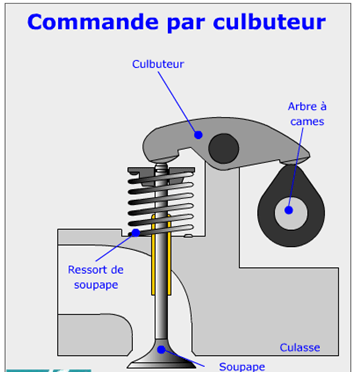
Nous voyons que la géométrie du culbuteur détermine la relation entre la levée de la soupape et la profil de la came correspondant.
Le rapport de culbuterie, rapport entre la distance (centre de rotation du basculeur / point de contact avec la soupape-basculeur) et la distance (centre de rotation du basculeur / point de contact came-basculeur), varie au cours de la levée de soupape, et peut ainsi modifier la raideur entre la came et la soupape.
2. Le programme EValve:
Nous avons découvert sur le web une suite de trois programmes extrêmement intéressants et complets, développés par Laurent Odillard.
EValve est le logiciel de cette suite qui permet (entre autres!) le calcul de la cinématique et des efforts dynamiques de la distribution.
Nous avons procédé comme suit:
2.1. Etablissement du profil de came d’origine
Premièrement, pour nous « acclimater » au logiciel, nous sommes partis de notre loi de levée mesurée sur le moteur d’origine. Nous avons manipulé le programme afin qu’il nous donne le profil de la came d’origine.
Pour cela il faut renseigner les caractéristiques de topologie du moteur, des matériaux et des ressorts de soupapes utilisés:
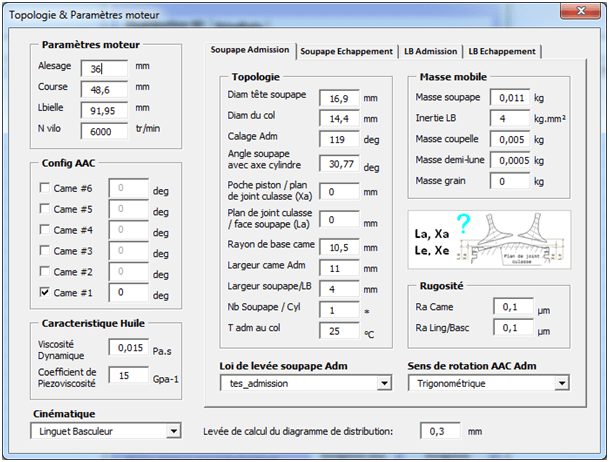
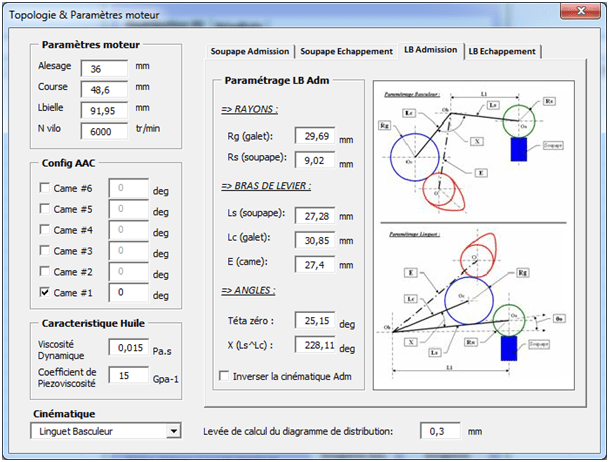
C’est là que les mesures prises par Mr Jean-Michel Lorange ont été indispensables pour établir précisément la géométrie de la commande de soupape. (Voir article « Prise de mesures chez Techspace Aero par Mr Jean-Michel Lorange »)
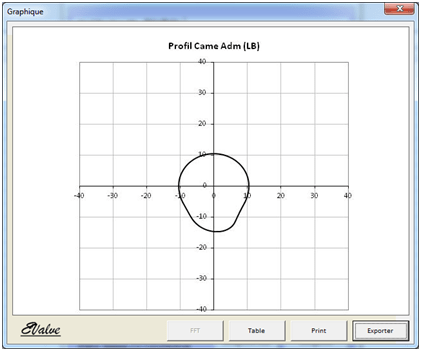
Exploitation des résultats:
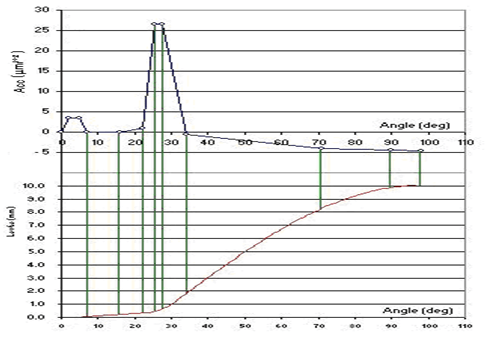
Le programme est capable de sortir des profils de came comme celui ci:
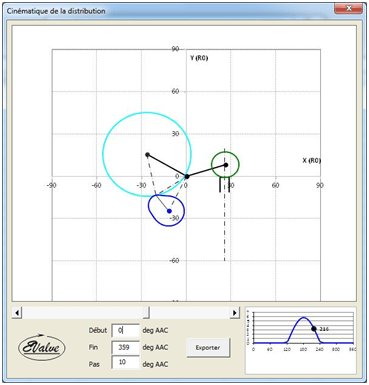
Egalement une vue sur la cinématique de la distribution angle par angle:
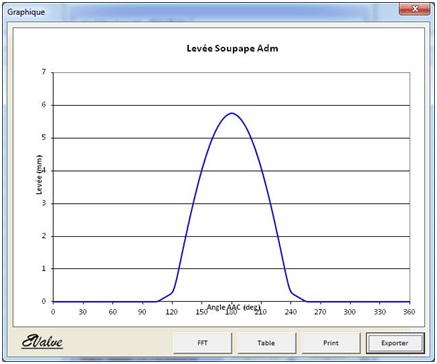
Mais aussi notre loi de levée:
L’accélération de la soupape:

La loi d’accélération est la loi la plus importante d’un point de vue mécanique, car c’est elle qui caractérise les qualités « mécaniques » et « harmoniques » d’une loi de levée. Son élaboration est assez complexe et doit permettre une accélération négative contrôlée, des accélérations maximales évitant un comportement balistique de la soupape tout en garantissant des efforts harmoniques de rang élevé (au dessus de 8) suffisamment faibles. (Cette information, ainsi que de nombreuses autres par la suite, sont reprises de l’aide en ligne d’EValve)
Et un calcul des efforts dynamiques sur les ressorts et sur les soupapes:
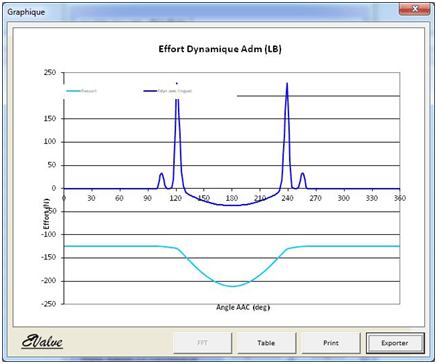
La connaissance de ces deux efforts est primordiale pour la détermination du régime critique d’affolement de soupape. Lorsque l’effort de rappel du ou des ressorts est insuffisant pour garantir un contact de la coupelle supérieur sur les demi-lunes, alors le système devient instable et la tenue mécanique de l’ensemble soupape-coupelle-ressort n’est alors plus garanties.
Les conséquences de ce mauvais dimensionnement sont variables : casse de soupape au niveau des gorges de demi-lunes, au niveau du diamètre mini de la tige, enfoncement des demi-lunes dans la coupelle, usure des portées de ressort, etc…
2.2. Etablissement du nouveau profil de came
Nous étant « fait la main » sur les cames d’origine, nous sommes passés à la définition des nouvelles.
Tout d’abord, nous avons défini une nouvelle durée d’ouverture de la soupape d’admission.
Nous avons choisi de réduire l’avance à l’ouverture (AOA) et d’augmenter le retard fermeture (RFA). (Pour plus d’explications sur le diagramme de distribution voir article « Technique Moteur: Le cycle de Miller )
Pourquoi?
Couramment, on choisit un AOA positif et on choisit également un retard positif de fermeture d’échappement (RFE). On obtient ainsi un angle de croisement qui signifie un balayage important du cylindre. Cela permet d’aider à aspirer les gaz frais dans le cylindre à haut régime, mais à bas régime le mélange air essence partira dans l’échappement ce qui aura pour conséquence d’augmenter sa consommation en carburant.
Il en va de même pour l’AOE dont le but est de bien vider le cylindre. Nous avons choisi de le réduire pour ne pas ouvrir la soupape trop tôt et perdre une partie de l’énergie donnée au piston lors de la détente.
Le RFA a pour but de faire rentrer un maximum d’air dans le cylindre à haut régime à cause de l’inertie de la veine gazeuse. Encore une fois, nous fonctionnons sur une plage de régime relativement basse pour le moteur, le remplissage est n’est donc pas optimal. Pire, nous allons augmenter le RFA 70°! Vous me direz: mais alors un mauvais remplissage veut dire une perte de puissance? Et bien oui, mais nous faisons cela afin d’obtenir une course de détente relativement plus longue que celle de compression car cela permet une meilleure utilisation de l’énergie pour une quantité de carburant donnée.
Nous allons augmenter le taux de compression en diminuant la taille de la chambre de combustion mais cela fera l’objet d’un autre article.
L’élaboration d’une loi de levée de soupape peut se faire de multiples manières : Loi polynômiale de degré n (paramétrage par les constantes), somme d’une série de fourrier ou encore définition d’un squelette d’accélération.
Cette dernière méthode est la plus efficace et est d’ailleurs très utilisée par les spécialistes de la distribution. C’est cette méthode qui est utilisé dans EValve.
EValve permet de générer une loi de levée de deux manières différentes. La loi peut être générée par un squelette libre ou un squelette à garde constante.
La garde de la soupape est la différence entre l’effort dynamique de la soupape (produit de son accélération et de sa masse) et l’effort de rappel du ou des ressorts. La garde ne doit jamais être inférieure à la pré-charge du ressort. Pour autant, cette règle n’est applicable qu’à la condition d’une pré-charge suffisante.
J’espère que vous suivez toujours!
Dans la conception d’une distribution il faut garder à l’esprit que des efforts sinusoïdaux vont venir s’ajouter à l’effort de rappel du ou des ressorts (L’analyse vibratoire et l’optimisation d’un ressort de soupape peuvent constituer un TFE à elles seules). De ce fait, une étude poussée des efforts harmoniques et de leurs amplitudes est indispensable à la détermination du régime de décollement (ou d’affolement) de soupape.
Nous utiliserons donc les ressorts d’origine.
Nous avons utilisé la loi définie par un squelette libre, et défini une loi symétrique.
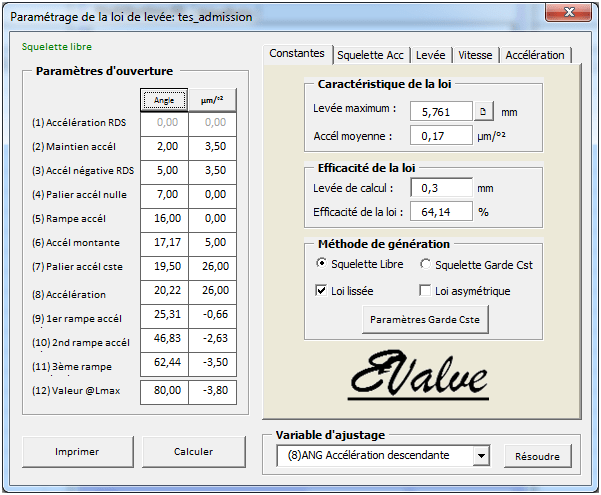
Paramétrage du squelette d’accélération :
Contrairement à ce que la logique voudrait, nous ne partons pas de la valeur de la levée maximale pour définir une loi. Cette valeur devient la conséquence de la double intégration du squelette d’accélération.
Voici le diagramme de la loi de levée.
Au début, nous sommes parti sur une levée à deux segments, puis quatre et maintenant nous voyons qu’il existe en réalité 11 segments.
Ayant défini une loi de levée et connaissant la topologie du moteur, le programme nous a donné un nouveau profil de came d’admission:
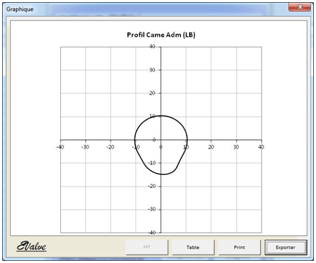
La fabrication de ces cames fera l’objet d’un autre article également.
Un tout grand merci à Laurent Odillard pour la qualité des logiciels qu’ils propose, mais également pour toute l’aide qu’il nous a prodigué tout au long de l’élaboration de nos cames !
Visitez son site: http://loranenginedev.pagesperso-orange.fr/index.htm !
Gérald
