
Elle vient d’être terminée, il s’agit de la culasse qui va bientôt équiper EcoMOTION 6.
Nous avons, grâce au soutien total de notre partenaire SIRRIS (http://www.sirris.be), pu opter pour une technique de fabrication innovante. En effet, elle a été imprimée en 3D (Ti6Al4V) !
SIRRIS dispose dans son imposant parc machines d’imprimantes fonctionnant soit en SLM (Selective Laser Melting) ou en EBM (Electron Beam Melting). Son choix s’est fixé sur la méthode EBM. La raison est la haute température (environ 700°C pour le titane) à laquelle la pièce est construite, qui permet de réduire les tensions résiduelles normalement engendrées lors du procédé de fabrication additive. En contrepartie, la rugosité finale est légèrement supérieure par rapport à celle obtenue par la méthode LBM. Nous expliquerons plus loin comment nous avons solutionné ce problème d’état de surface.
A chaque couche, juste avant de fondre la section de la pièce elle-même, le faisceau d’électrons balaye toute la surface pour conserver la pièce à une température entre 650 et 700°C jusqu’au refroidissement final (dans la vidéo ci-dessous ce sont les lignes rouges qui apparaissent avant de balayer la pièce). Avantage : moins de retrait à chaque couche, donc moins de contraintes et relaxation des tensions en continu.
Voici la pièce sortie machine, avec ses supports :
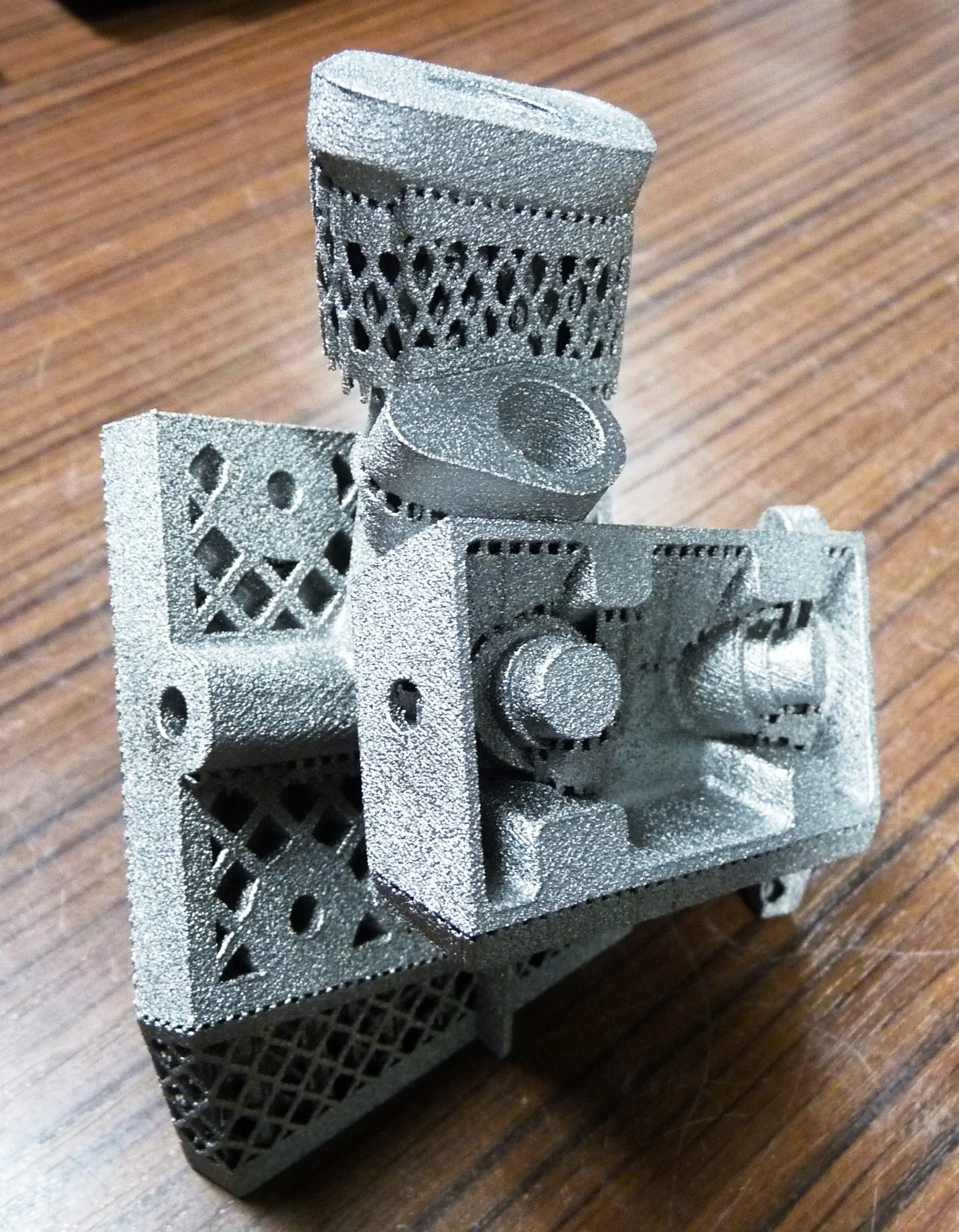
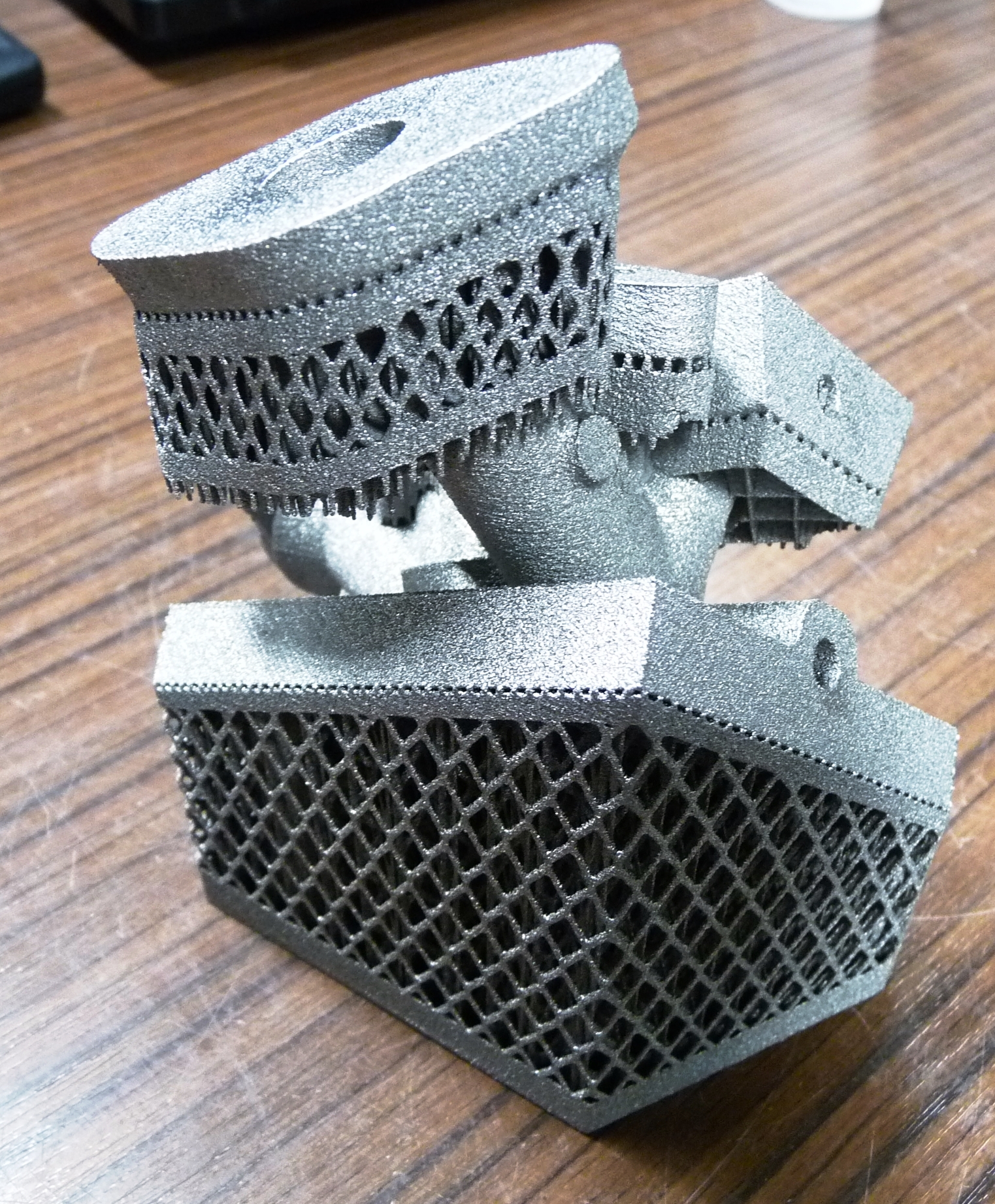
Les supports ont pour rôle de maintenir les parties en porte à faux, d’éviter les déformations mais également de dissiper la chaleur vers la poudre (peu conductrice surtout sous vide) et ainsi d’éviter les points chauds qui stoppent le process. C’est pourquoi certains supports ne descendent pas jusqu’au plateau (c’est particulier à l’EBM).
Il y a probablement trop de supports sur cette pièce car nous n’avons pas voulu prendre de risque, n’ayant qu’un créneau dans le planning machine.
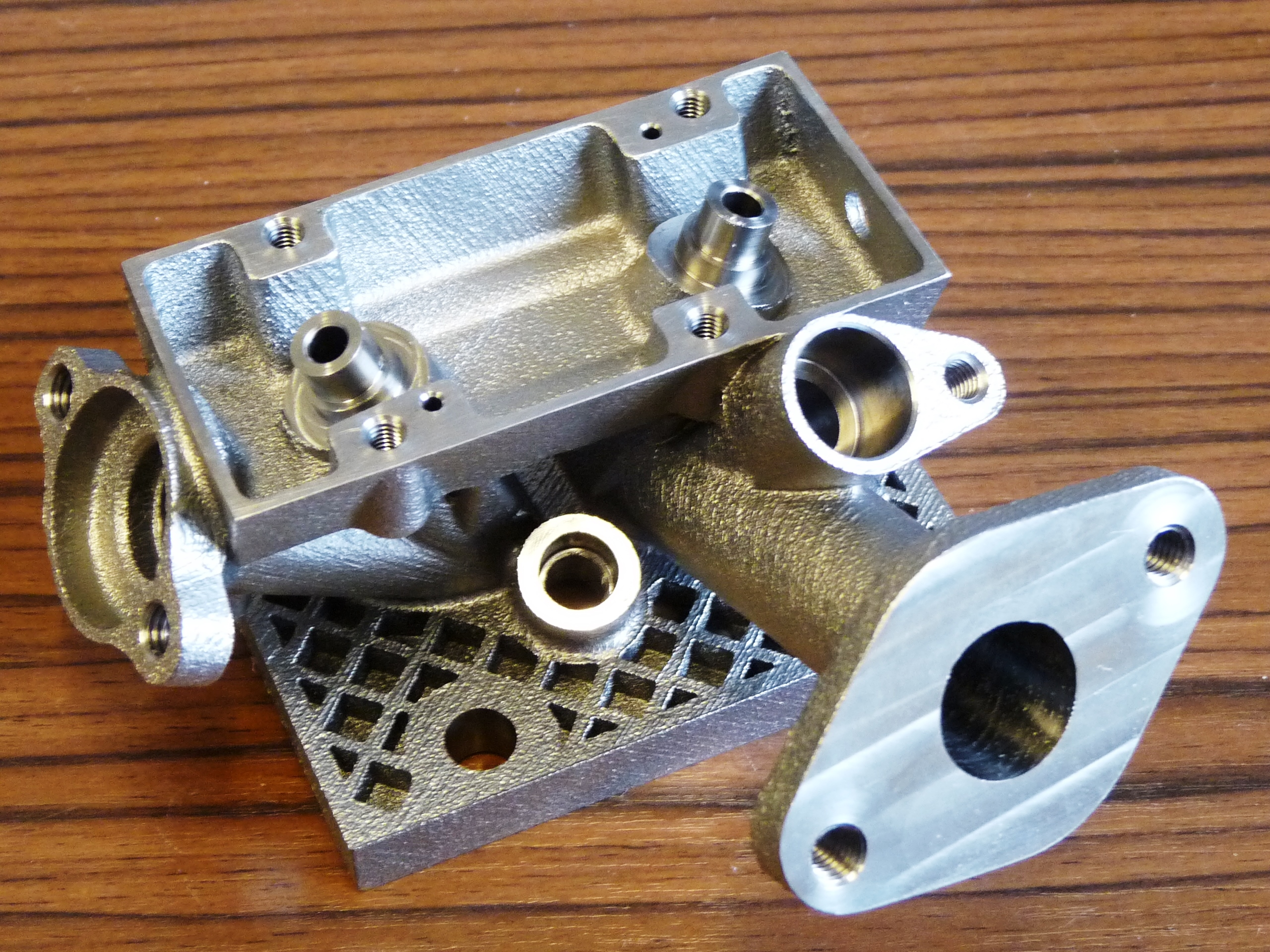
Voici la pièce nettoyée de (quasi) tous ses supports :

Ensuite, elle a reçu un traitement électrochimique, afin d’améliorer son état de surface. Notamment au niveau des conduits d’admission et d’échappement. C’est notre partenaire TECHNOCHIM (www.technochim.eu), spécialisé dans les traitements mécaniques, chimiques et électrochimiques des surfaces métalliques, qui s’est chargé de cette phase du processus.
Et pour terminer, les derniers usinages ont été réalisés par SIRRIS. Une étape bien entendu extrêmement importante. Auparavant la pièce a été scannée en 3D afin de vérifier précisément ses dimensions et de bien « balancer » le brut avant mécanisation.


C’est donc une grande première pour nous. Bien entendu, nous utilisons largement l’impression 3D pour réaliser des prototypes en matière plastique, ou des petites pièces peu sollicitées. Mais passer du prototypage à la fabrication proprement dite d’un élément aussi vital et complexe que la culasse d’un moteur thermique, c’est, pensons-nous, probablement une première mondiale !
De l’étude au suivi de la fabrication, ce fut une expérience extrêmement enrichissante, qui nous a fait découvrir à quel point l’impression 3D ouvrait de nouveaux horizons en termes d’innovations !
Les procédés d’Additive Manufacturing donnent la liberté de faire des choses impossibles via les méthodes de fabrication traditionnelles, permettant entre autres de ne placer la matière qu’où elle est réellement nécessaire, ce qui est bien entendu extrêmement intéressant dans notre cas, où chaque gramme compte.
Nous avons également pu profiter de l’expérience de notre partenaire pour nous guider parmi les règles de dessin à respecter dans le cadre de ce procédé.
C’est pourquoi nous remercions chaleureusement SIRRIS, et plus particulièrement tous ceux qui ont rendu possible cette aventure, notamment Jean Claude Noben, Raoul Carrus, Freddy Demonceau, Guy Lagaeysse et Miguel Godino. Ils ont pris très au sérieux notre projet, et se sont investis sans compter. Un grand merci également à TECHNOCHIM, Mr Gilles Vandewalle et François Tosar !
Merci également à Laurent Odillard ( http://loranenginedev.pagesperso-orange.fr/Contact.htm ) pour son excellent logiciel de calcul de distribution, Evalve.
Le résultat est splendide, nous avons hâte de passer au montage … et réaliser les premiers tests au banc !
Ci-dessous, une très belle animation réalisée par Tom Plener :


Wow, je suis impressionnée par toute les améliorations apportèes au proto, vous avez vraiment buchés !
Je vous souhaite plein de bonne choses pour les essais et les courses 🙂
Ping: Fiabilisation de la culasse EcoMOTION 9 | EcoMOTION
Ping: Porsche : “Nous imprimons nos pistons !” | EcoMOTION