
Parmi les projets mis en route dès octobre 2014 figurait la conception et la fabrication d’un nouveau cylindre en aluminium, destiné à remplacer le cylindre fonte qui était utilisé jusqu’à présent. Maxime et Christophe s’en sont chargés.
Objectifs: gagner du poids, bien entendu, mais également améliorer quelque peu les choses au niveau friction grâce à un revêtement Nickasil, augmenter le taux de compression et mettre en place un système de préchauffage du moteur.
Si la partie conception a grosso modo respecté le planning, il en a été autrement au niveau de la mise en œuvre !
Premier problème rencontré: la matière. En effet, le Nickasil ne s’accroche correctement que sur un aluminium riche en Silicium. N’ayant pas trouvé de barreaux de la nuance demandée sur le marché, nous avons dû passer par un fondeur qui a accepté de couler pour nous des jets cylindriques bruts.

Malheureusement, la première livraison était inutilisable, remplie de porosités et d’inclusions. Trois semaines de perdues à attendre la seconde, et bonne, livraison.
Le travail a alors pu enfin commencer: Afin de réduire les coûts d’usinage, nous avions opté pour un cylindre mécano soudé: un « tube » rectangulaire pour le puits de chaîne de distribution, assemblé par soudage au « cylindre » proprement dit.
On voit ici le dégrossissage de la partie « cylindre », réalisée par Suleyman et Jean Michel Neven

Le tube a été réalisé par Mr Jean Luc Diefels, de Technifutur, et Frédéric Weber.
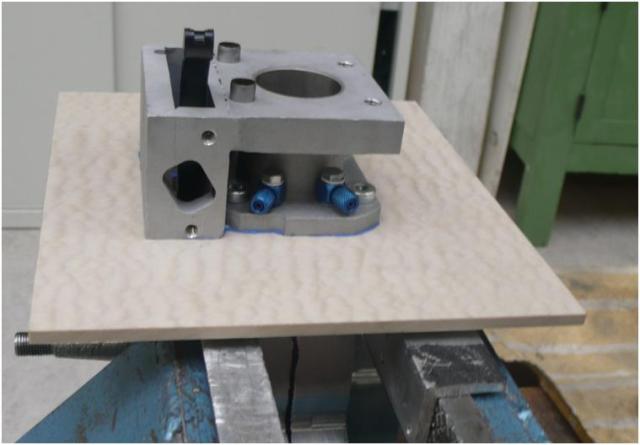
Une fois prêtes les deux parties ont été soudées par Olivier Despa, qui a très gentiment accepté de nous rendre ce service au pied levé ! On voit ci-dessous la partie « cylindre » soudée au « tube ».

Ensuite Jean Michel Neven a terminé les usinages sur une fraiseuse gentiment mise à disposition par notre partenaire Technifutur.

Dernière étape: le revêtement Nickasil, réalisé par notre partenaire Français REVALTEC, spécialisé dans le traitement des cylindres moteurs.
Frédéric Weber s’est occupé avec Arnaud du tournage de la tête de piston, afin d’obtenir le bon « squish »


Et voici quelques photos du remontage du moteur.

Une nouvelle fois, un (long) projet qui a fait intervenir toute une série de partenaires, que nous remercions encore pour leur aide:
– Attila Ivanszky pour sa collaboration et ses conseils
– Jean Luc Diefels pour le soudage du puits de chaîne
– Olivier Despa, des Ateliers Darimont, pour le soudage final
– Frédéric Weber pour les usinages du weekend 🙂
– Madame Chelghoum de Technifutur pour la mise à disposition des machines
– Fabien Cadet, de Joalar Design pour la découpe Jet d’eau de la plaque d’embase et des joints de culasse
– Revaltec pour le revêtement Nickasil

